
业内关于制造业转型升级的方向大体有两条路径:一是市场化的转型,包括自建品牌和分销渠道,向“价值链高端”环节攀升,这主要表现在一些外贸代工企业;二是改造生产制造环节,采取更先进的生产技术、生产管理方式来提升效率,最终表现为制造业市场竞争力的增强和盈利水平的提升。
关于中国制造业转型升级,业界一直存在两种常见误区。第一种是“微笑曲线”误区,认为制造业没有吸引力。1992年,台湾企业家施振荣提出了“微笑曲线”(smile curve)理论。这一理论认为,曲线左侧的研发、设计、材料采购和曲线右侧的品牌、物流、渠道、金融等附加价值高,利润空间大;而处在曲线中间弧底位置的加工、组装、制造等,技术含量不高,附加价值低,利润微薄。中国产业界对“微笑曲线”奉为经典并因此陷入迷惘。在这一思想指导下,中国制造业转型升级的方向必须向价值链高端延伸,包括走品牌化或者研发、设计的道路。
事实上,理论和实践都存在相反的现象。比如,2004年日本索尼中村研究所所长中村末广就提出了“武藏曲线”,即和微笑曲线相反的拱形曲线——真正最丰厚的利润源正是在“制造”上。2005年6月,日本曾经发表《2004年度制造业白皮书》。该报告在对不到400家制造业企业进行调查时,提出了在“研究”、“开发·设计·试制”、“制造·组装”、“销售”、“售后服务”等业务阶段(工程)中,“哪一个业务阶段的利润率最高”的问题,而结果认为“制造·组装”利润率最高的企业非常多。这份调查验证了中村末广的判断。其实,这种看法和数据说明,日本企业的制造偏好固然与该国的“物造文化”有关,但也说明,加工制造环节并非无用武之地,关键是要提高管理和组织能力。之所以中国制造业被微笑曲线所迷惑,是因为:我们的企业管理水平不高,“制造”应有的利润远远没有体现出来。
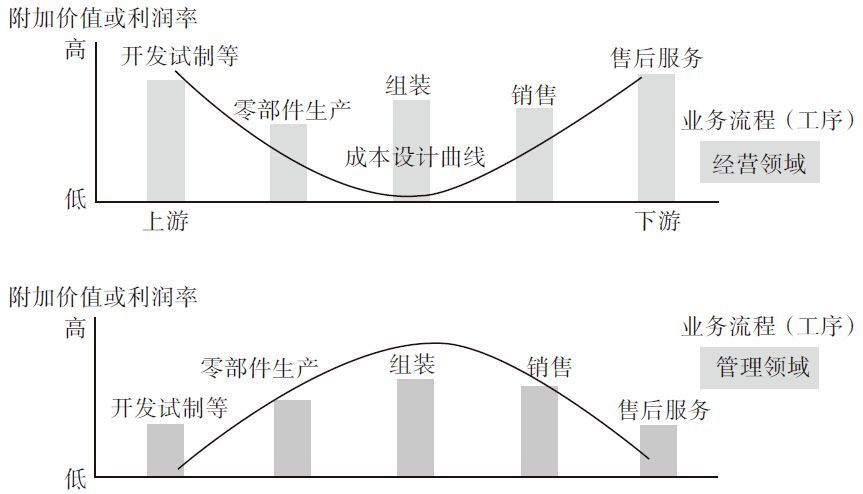
微笑曲线与武藏曲线
第二个误区是“机器换人”或者包括物联网、传感器在内的各类“高大上”的技术改造思路。首先,以“机器换人”为主要内容的技术改造,解决的主要是人力成本降低和效率提高的问题,但这并不是目前中国制造业的主要制约要素。其次,机器人确实可以提高某个操作环节的效率,但并不一定能提升企业的整体效率,要让机器人真正发挥作用还需要对生产管理、人力资源管理和信息化管理等“软件”与生产线的硬件进行同步规划。这就意味着机器并不是最主要的技改内容,系统思考更加重要。第三,中国99%的中小微企业,面临资金短缺、订单不稳定、人才匮乏等诸多困难,而机器人的投入较大,一旦遇到市场波动、产能闲置,转产时这些先进的设备又会成为负担。实际上,整套生产管理体系的革新是制造业转型升级的关键所在。
制造业的转型升级涉及诸多能力的提升,诸如生产制造能力、融资能力、研发设计能力、管理组织能力、网络拓展能力以及品牌运维能力等。同时,转型升级的路径也是多元化的,有品牌化路径、研发设计路径,也有管理路径。但不论走什么道路,其最终表现应该是企业盈利水平增长、适应市场需求的灵活性提高、抗风险能力增强。那么,在中国互联网经济崛起的背景下,在这样一个以海量小微企业为主的国家里,什么样的方式是最适合的路径呢?
回顾世界百年制造业历史,可以发现制造业的重大革命主要来自生产方式以及管理思想的变革。改变世界制造业的三个人——亨利·福特(流水线生产)、大野耐一(TPS生产)和高德拉特(TOC理论),都是因为其管理思想影响了世界制造业,而不是因为某项科技发明。亨利·福特因发明流水线生产方式而使福特公司获得巨大效益。1914年福特公司的1.3万名工人生产了26.7万辆汽车,而同期美国其余299家工厂的66万名工人仅生产了28.6万辆汽车,福特公司的人均效率是其他公司的47倍。大规模生产方式的应用推广让美国的工业水平大幅超过欧洲。19世纪中叶,美国经济发展水平还远远落后于英国,但到福特流水线上线的1913年,美国的工业产品已占全球工业产品总数的三分之一,超过了英、法、德、日四国工业产品的总和。欧洲人在很长一段时间里,都不能很好地理解这一切是如何发生的,也不能很好地理解和适应大规模生产的要求。
到了20世纪70年代,为失去制造业优势而感到不安的国家变成了美国。面对日本企业的精益生产,美国企业深感讶异。美国伯克利大学研究制造业的学者科亨和泽斯曼也指出:“我们的竞争力恶化的根本原因可以在生产环节找到,我们是输在车间里。”美国企业史学会主席拉佐尼克在《车间里的竞争优势》中写道:日本人大量地采用了准时生产系统(JIT)和柔性生产技术(FMS),以及相应的劳动~管理制度创新。值得注意的是,这里面高科技技术和设备倒不是重点。因为同时期,美国在高技术领域远远超过日本。而日本TPS的两个主要支柱就是“准时化”与“自働化”。这个“働”字是丰田人自造的,不是“自动化”,是带有人字旁的“自动化”。
之后,以色列物理学家、企业管理大师高德拉特博士在20世纪80年代提出TOC(Theory of Constraints,约束理论)。TOC将复杂的问题简化,将整个企业系统看成一个环节互相依存的链条,将改善环节聚焦在链条中最薄弱的地方——“瓶颈”,充分利用瓶颈来实现效益最大化。TOC在美国及其他国家得到广泛应用,包括IBM、通用汽车、宝洁、AT&T、飞利浦、ABB、波音等。2006年,美国运营管理协会(APICS)抽查了21家企业的100多个改善项目,研究结论得出:TOC的改善效果是6 Sigma的20倍,是TPS的9倍。
小结:无论是流水线生产、TPS生产还是TOC,这几种管理体系的一个共同特点就是从来不去追求成本或者局部的生产效率,而追求的是企业整体盈利性的提升,其中关键又是“流动性”这一指标。资金的流动性对企业经营的影响毋庸赘言,而好的资金流动性则源于好的物料、产成品的流动性。TOC更是从整个供应链的角度来看待“流动性”,包括从原材料一直到将产成品交付到客户手上(实现销售)的整个过程。企业一旦具有了好的流动性,成本降低、库存减少、准时交货率提升都是水到渠成的事情。目前,中国制造业最大的问题并不是技术水平差或生产效率低下,更多的是生产与市场的脱节,以及供应链上各个环节的停顿与积压。例如,产能过剩、设备闲置、生产周期长、新产品开发慢、产品不适销、库存积压等问题。因此,对于中国制造业的转型升级,应当摒弃“局部优化”的技术改造思路。无论是消费品还是工业品生产制造,只有从市场需求-生产-采购的供应链整体效益角度出发,才可能探索出正确的路径。